

有色与黑色金属铸造件浸渗工艺详解
- 发表时间:2022-10-18 13:22:25
- 作者:浙江浸渗
- 来源:
- 人气:1192
在有色和黑色金属铸造件的铸造过程中,极易产生气孔、缩孔和疏松等缺陷。这些微小的缺陷,如果在壁厚方向上相互连通,当铸件受到气压或液压作用时,就会出现泄露问题,从而导致产品报废。而浸渗工艺则是解决此类难题的一种行之有效的方法。

该工艺适用于铝合金、锌合金、铜合金、铸铁件、铸钢件等出现漏汽、漏水、漏油问题的浸渗处理。典型的浸渗铸件包括发动机缸体、缸盖、进汽歧管、油泵、油嘴、水泵、阀盖、铸造油底壳、化油器壳体、变速箱壳体、铸铁平板、曲轴箱、压缩机、ABS 控制器、动力转向器、汽车轮毂、燃油泵、天然气控制阀、液压阀、过滤器、油缸、汽缸、液压泵、冷却泵、密闭的飞机仪器及电子仪器护罩、气制动零件和各种气体仪表等。
关于浸渗的相关操作步骤如下:
将零件放入浸渗罐中。
进行真空处理:启动真空泵,使真空压力达到-0.09MPa 以上,利用真空将零件微孔或裂纹内的空气(或水、油等)抽出,抽真空时间为 15 分钟。
利用真空将胶液吸入浸渗罐内,胶液的量应以浸没篮中零件为准,然后卸除真空至常压状态。
如有需要,开启压缩机,用压缩空气将胶液压入零件中的微孔或裂纹内,压缩空气压力根据具体情况而定,若没有特殊要求,压力在 0.8-1.0MPa 即可,时间为 15 分钟。浸渗后打开放空阀卸压。
此外,一定要及时清洗掉产品表面的浸渗液,因为时间久了浸渗液会凝集在产品表面。浸渗对于铝压铸件中的气孔问题非常有效,我们曾在台州购买了一套设备进行使用,基本上能够避免铝压铸产品中的漏气现象。由于我们的产品是用于高气压的场合,所以必须保证完全密封,不能有一丝漏气。在台州可以购买到这种设备,价格不贵,而浸渗液则是易耗品,就像墨水与打印机的关系。如果对产品质量有较高要求,那么采用浸渗工艺还是很有必要的。但如果不是用于高气压的场合,也没有这个必要,在压铸机上多下些功夫,做好相关工作即可。
- 2024-11-08微渗补漏,铁水管微渗怎么补漏水的
- 2024-11-08屋顶补渗剂,屋顶补渗剂
- 2024-11-08浸渗处理工艺目的:提高材料性能的关键步骤
- 2024-11-07浸渗处理工艺原理,浸渗处理工艺原理图解
- 2024-11-07浸渗处理工艺,镁合金浸渗处理工艺
- 2024-11-07浸渗处理厂家,上海浸渗处理厂家
- 2024-11-06浸渗处理国家标准:确保材料性能的关键
- 2024-11-06浸渗处理与气密性测试:确保产品可靠性的关键步骤
- 2024-11-06浸渗处理:提升材料耐受压力的关键技术
- 2024-11-05浸渗加工要多少钱,专业浸渗加工要多少钱
- 2024-11-05浸渗加工有危害吗:了解潜在风险与预防措施
- 2024-11-05浸渗加工属于什么分类:了解材料加工的多样性
- 2024-11-04浸渗设备生产厂家,浸渗设备生产厂家广东
- 2024-11-04浸渗设备工艺,浸渗工艺设备厂家排名榜
- 2024-11-04浸渗设备安全风险告知:确保工业生产中的安全防护
- 2024-11-03浸渗设备:提高液压件铸件质量的关键技术
-
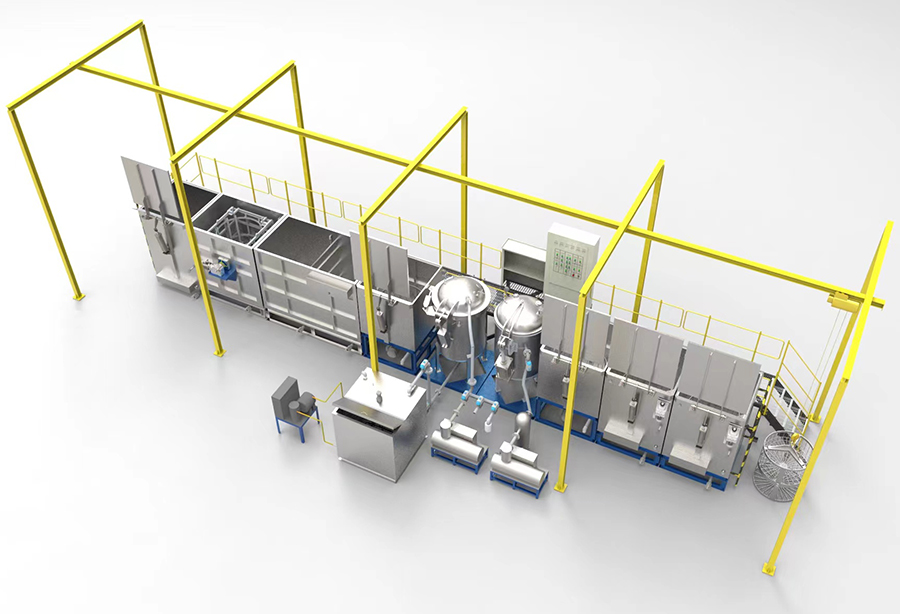
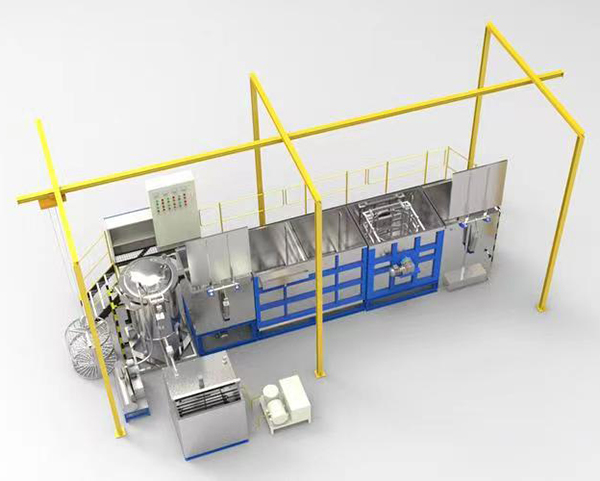 有机浸渗设备
全自动有机真空浸渗设备 翻转喷淋清洗 铸件气孔···
有机浸渗设备
全自动有机真空浸渗设备 翻转喷淋清洗 铸件气孔··· -
 标准型有机浸渗设备
标准型有机浸渗设备
标准型有机浸渗设备
标准型有机浸渗设备 -
 脱脂翻转型有机浸渗设备
脱脂翻转型有机浸渗设备
脱脂翻转型有机浸渗设备
脱脂翻转型有机浸渗设备 -
 有机浸渗设备360度翻转型
浸渗设备是对金属压铸产品,如铜,铝铁汽车零部···
有机浸渗设备360度翻转型
浸渗设备是对金属压铸产品,如铜,铝铁汽车零部···